
全国免费服务热线
135-6446-6199
186-1619-6035

全国免费服务热线
135-6446-6199
186-1619-6035


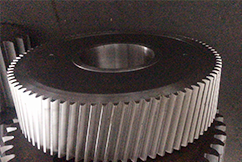
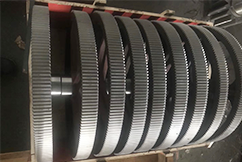
生产精密磨齿齿轮公司珩磨轮是基体加磨料经化学合成制造的特殊成型齿轮,它利用其齿间的相对滑移速度和压力来进行珩齿的一种齿面精加工方法。用于淬硬齿轮的最终加工,可除去气化皮、毛刺,使齿面光洁度从▽5提高到▽8、▽10,改善齿轮表面粗糙度,降低齿轮噪音。珩磨轮和被珩齿轮在有齿侧面间隙下,进行珩齿,称单面啮合珩齿,一般用于消除齿轮局部高点及毛刺,改善表面粗糙度微量修正工件的珩前精度。精密磨齿齿轮公司珩磨轮除可在珩齿机进行珩齿外,在剃齿机及普通车床上稍加改装也能珩齿,转速与进刀量,应根据不同规格选定,一般中等模数的齿轮可采用200—500转/分,纵向进刀30—180mm/分。被珩齿轮的磨量应控制在0.02mm左右,珩磨时间越短越好。一般中等模数齿轮珩磨时间应在2分钟左右。在珩磨过程中,机床最大行程不得超过珩磨的最大宽度,以免损坏珩磨轮。珩磨轮材料性质较脆,使用时禁敲打,防止碰伤损坏,使用后应妥善保管。

无锡精密磨齿齿轮公司1.工作前应首先检查机床各部手柄所在的位置是否正确。检查手摇冲程及分齿、滚动挂轮是否正常,开车后须空转几分钟,然后进行磨削。2.在磨削时不准调整变速拉杆的限位器。需要挪动时,应待分齿完了以后,把起动手柄扳回空位再进行。生产精密磨齿齿轮在磨削中,禁止扳动冲程变速手柄和粗精磨分挡机构,防止损坏砂轮造成事故。3.换新砂轮时,应遵守磨工一般安全规程,要检查砂轮有无裂痕、轴齿有无破损。把砂轮引向工件时,要缓慢接触,以免砂轮受力过大而碎裂伤人。4.手摇丝杠时必须扳掉拉杆限位器和快速阀。发现磨头电机皮带松脱时,应立即停车调整。5.工作时不准摘下防护拦板,禁止用手摸工件,不准在工作盘内放置任何杂物。6.冲程电机升降时,要由低到高逐级提高。扳动粗精磨分挡时,必须把工作台摇到不工作的位置上。
生产精密磨齿齿轮公司随着生产的发展,齿轮运转的平稳性受到重视。1674年丹麦天文学家罗默首次提出用外摆线作齿廓曲线,以得到运转平稳的齿轮。18世纪工业革命时期,齿轮技术得到高速发展,人们对齿轮进行了大量的研究。1733年法国数学家卡米发表了齿廓啮合基本定律;1765年瑞士数学家欧拉建议采用渐开线作齿廓曲线。19世纪出现的滚齿机和插齿机,解决了大量生产高精度齿轮的问题。1900年,普福特为滚齿机装上差动装置,能在滚齿机上加工出斜齿轮,从此滚齿机滚切齿轮得到普及,展成法加工齿轮占了压倒优势,渐开线齿轮成为应用最广的齿轮。1899年,拉舍最先实施了变位齿轮的方案。生产精密磨齿齿轮变位齿轮不仅能避免轮齿根切,还可以凑配中心距和提高齿轮的承载能力。1923年美国怀尔德哈伯最先提出圆弧齿廓的齿轮,1955年苏诺维科夫对圆弧齿轮进行了深入的研究,圆弧齿轮遂得以应用于生产。这种齿轮的承载能力和效率都较高,但尚不及渐开线齿轮那样易于制造,还有待进一步改进。

生产精密磨齿齿轮齿轮减速箱是按照原动机连接减速箱,减速箱再连接工作机的原理来进行工作的,是一种动力传达设备。 一般比较常用的原动机有:蒸汽机、电动机、液压马达、燃气轮机、内燃机等,原动机是提供动力的机械。精密磨齿齿轮公司在有减速传动时,原动机提供的是高转速,低转矩的动力,反之,在有增速传动时,原动机则提供的是低转速、大转矩的动力。在机械传动中,齿轮减速箱需要带动其的工作对象——工作机来实现预定目的。

生产精密磨齿齿轮齿轮油应具有良好的抗磨、耐负荷性能和合适的粘度。此外,还应具有良好的热氧化安定性、抗泡性、水分离性能和防锈性能。由于齿轮负荷一般都在490兆帕(MPa)以上,而双曲线齿面负荷更高达2942MPa,齿轮油的用量约占润滑油总量的6%~8%。齿轮油是性能优异的润滑油。精密磨齿齿轮公司齿轮油以石油润滑油基础油或合成润滑油为主,加入极压抗磨剂和油性剂调制而成的一种重要的润滑油。用于各种齿轮传动装置,以防止齿面磨损、擦伤、烧结等,延长其使用寿命,提高传递功率效率。而双曲线齿面负荷更高达2942MPa,为防止油膜破裂造成齿面磨损和擦伤,在齿轮油中常加入极压抗磨剂,普遍采用硫- 磷或硫-磷-氮型添加剂。
生产精密磨齿齿轮变速器齿轮经常在高转速、高负荷、转速和负荷不断交变的情况下工作。齿轮除了由于正常磨损外,还会由于润滑油品质、润滑条件不良、驾驶操作不当、维修时齿轮装配相互啃合位置不当等原因,均会造成齿轮冲击,轮齿啃合得不好以及起步抖动等,都会加速齿轮的磨损和损伤。生产精密磨齿齿轮齿轮是依靠本身的结构尺寸和材料强度来承受外载荷的,这就要求材料具有较高强度韧性和耐磨性;由于齿轮形状复杂,齿轮精度要求高,还要求材料工艺性好。变速器齿轮常用材料为锻钢。


| 135-6446-6199 | 1989071631@qq.com | 上海市嘉定区博学路1288号 |