
全国免费服务热线
135-6446-6199
186-1619-6035

全国免费服务热线
135-6446-6199
186-1619-6035


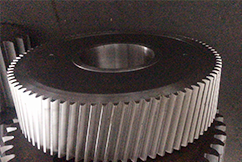
生产精密磨齿齿轮定制珩磨轮是基体加磨料经化学合成制造的特殊成型齿轮,它利用其齿间的相对滑移速度和压力来进行珩齿的一种齿面精加工方法。用于淬硬齿轮的最终加工,可除去气化皮、毛刺,使齿面光洁度从▽5提高到▽8、▽10,改善齿轮表面粗糙度,降低齿轮噪音。珩磨轮和被珩齿轮在有齿侧面间隙下,进行珩齿,称单面啮合珩齿,一般用于消除齿轮局部高点及毛刺,改善表面粗糙度微量修正工件的珩前精度。精密磨齿齿轮定制珩磨轮除可在珩齿机进行珩齿外,在剃齿机及普通车床上稍加改装也能珩齿,转速与进刀量,应根据不同规格选定,一般中等模数的齿轮可采用200—500转/分,纵向进刀30—180mm/分。被珩齿轮的磨量应控制在0.02mm左右,珩磨时间越短越好。一般中等模数齿轮珩磨时间应在2分钟左右。在珩磨过程中,机床最大行程不得超过珩磨的最大宽度,以免损坏珩磨轮。珩磨轮材料性质较脆,使用时禁敲打,防止碰伤损坏,使用后应妥善保管。

精密磨齿齿轮定制(1)滚齿机滚齿:可以加工8模数以下的斜齿 (2)铣床铣齿:可以加工直齿条 (3)插床插齿:可以加工内齿 (4)冷打机打齿:可以无屑加工 (5)刨齿机刨齿:可以加工16模数大齿轮 (6)精密铸齿:可以大批量加工廉价小齿轮 (7)磨齿机磨齿:可以加工精密母机上的齿轮 (8)压铸机铸齿:多数加工有色金属齿轮 (9)剃齿机:是一种齿轮精加工用的金属切削 齿轮加工方法包括成型法和展成法。生产精密磨齿齿轮成型法就是直接使用齿轮成型铣刀将齿谷铣出,优点是能在铣床上就能获得齿轮,在设备受限制的情况下考虑。缺点不少,为了减少刀具的数量而将齿数分段,在一段齿数内用一把刀,从而齿型会带来系统误差。展成法是利用刀具和齿轮形成展成运动,来加工齿轮。主要有滚齿和插齿,滚齿是模拟蜗杆齿轮啮合来加工的。插齿是用模拟两个齿轮啮合来加工的。滚齿用的多,因为滚齿的滚刀的齿形是直线的,方便加工,而插齿的刀具就是一个铲背了的齿轮,齿形是渐开线,加工起来没这方便。但插齿能用在一些滚齿不能加工的位置上,如内齿和退刀距离过短的双联或多连齿轮。在齿轮的精加工有剃齿和磨齿。
无锡生产精密磨齿齿轮微型齿轮减速电机是微型电机驱动闭式传动减速装置(又称微型齿轮减速马达),就是减速机和电机(或马达)的组合体,用来降低转速和增大转矩,以满足机械设备工作的需要。而这种组合也可以称为齿轮减速机或者是齿轮减速马达等。一般来说,微型齿轮减速电机都是由专业的减速电机生产厂进行组装后成套供应的,如果分开两部分购买的话在结合度方面会大大受损。精密磨齿齿轮定制微型齿轮减速电机就是减速电机中的精品,具有很高的技术含量,它拥有最新型技术要求制作,微型减速电机不但节省空间,可靠耐用,承受过载能力高等特点,而且还具有能耗低,性能优越、振动小,噪音低,节能高等特点。减速电机产品上所用的齿轮经过精密加工,确保了定位的精度,而构成了齿轮减速电机总成的齿轮加工配置的各种电机,形成了集体一体化,保证了产品的使用质量。功率从0.1KW-3.7KW,有卧式、立式、双轴型、直交型,也可根据客户的需要订做减速电机。

无锡生产精密磨齿齿轮精密齿条齿轮是全球工业不可缺少的一个零配件,齿轮可以说是机械的灵魂,它是缺一不可的。来看看齿轮传动的载荷系数。 设计计算中采用计算载荷,它与公称载荷的关系为: Fca = K Fn 式中: K--载荷系数,在齿轮计算中,K=KA Kv Kβ Kα 1.工作情况系数:KA KA 是考虑啮合外部因素引起的动力过载的影响系数,这种过载取决于原动机,工作机的特性,质量和联轴器类型等的运行状态。 2.动载荷系数:Kv Kv 考虑大、小齿轮啮合振动产生的内部因素引起动载荷的影响。无锡精密磨齿齿轮 引起动载荷的因素 ①齿轮的制造误差(基节和齿形误差)和安装误差 ②轮齿受载后产生弹性变形 ③啮合齿对的刚度变化 ④大、小齿轮的质量(转动惯量)


| 135-6446-6199 | 1989071631@qq.com | 上海市嘉定区博学路1288号 |