
全国免费服务热线
135-6446-6199
186-1619-6035

全国免费服务热线
135-6446-6199
186-1619-6035

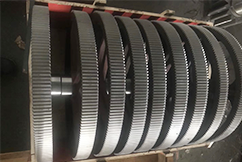
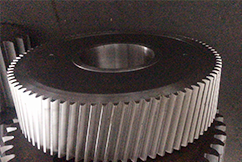
精密齿轮齿条齿轮多孔圆锥齿轮与双曲面齿轮传动,是机械传动的一种重要型式,在汽车、拖拉机、机床和其它许多机械制造产品上,以及许多动力传递装置上,得到了广泛的应用。精密齿轮齿条齿轮多孔在汽车、拖拉机的驱动桥上,最常采用的传动型式,就是圆锥齿轮或双曲面齿轮传动。圆锥齿轮与双曲面齿轮传动也和其它型式的机械传动一样,要求传动平稳及承载能力强。圆锥齿轮用于传递相交两轴之间的回转运动,且交角可以是任意的,但大多数为90°。双曲面齿轮用于传递空间交叉的两轴之间的回转运动,夹角也可以是任意的,但除了极特殊的情况外,都是采用90°夹角。

精密齿轮齿条齿轮多孔价格螺旋齿轮,是最常见的弧齿锥齿轮和准双曲面齿轮,在很多工业领域,特别是汽车工业获得了重要的应用。螺旋齿轮是机械传动系统的主要零件之一,其齿面结构复杂,切齿机床结构及其加工调整最为复杂,同时加工刀具、机床参数设置、加载变形及装配误差等都会引起其啮合、承载及振动性能的改变,使得螺旋齿轮在设计和制造中的质量控制极其困难。
苏州精密齿轮齿条齿轮多孔齿轮减速箱的齿轮在传递载荷时会产生热变形,这是由于齿面间高速滚滑产生的摩擦热量,另外齿轮高速旋转摩擦鼓风及轴承摩擦等也产生热量,这些热量有一部本被冷却油循环带走,通过油气空间向外辐射散热,经热平衡后余下热量就留在齿轮体内。使齿轮温度上升,产生变形。齿条齿轮多孔价格对于高速宽斜齿轮减速箱,由于温度高且沿齿轮分布不均匀,引起热胀不匀致使螺旋线偏差,因此,即使在装配时齿面接触均匀,但在运转时,载荷沿齿宽的分布仍会不均匀。由齿轮温度场一些实验指出,对于直齿轮减速箱,通常在齿宽中央部委高些,而齿的两端由于散热条件较好,温度相对低些。而斜齿轮减速机最高温度的部位有些偏移,这种现象是由于润滑油从啮合起始一端轴向流动到另一端,热油引起距啮出端侧约1/6的齿宽处温度最高造成的。影响载荷分布的还有齿轮螺旋角误差,齿轮箱体,机架变形,轴承间隙受载荷作用方向引起轴心偏移及齿轮体高速旋转离心力引起径向位移等因素,也应予以考虑。

齿条齿轮多孔价格(1)滚齿机滚齿:可以加工8模数以下的斜齿 (2)铣床铣齿:可以加工直齿条 (3)插床插齿:可以加工内齿 (4)冷打机打齿:可以无屑加工 (5)刨齿机刨齿:可以加工16模数大齿轮 (6)精密铸齿:可以大批量加工廉价小齿轮 (7)磨齿机磨齿:可以加工精密母机上的齿轮 (8)压铸机铸齿:多数加工有色金属齿轮 (9)剃齿机:是一种齿轮精加工用的金属切削 齿轮加工方法包括成型法和展成法。精密齿轮齿条齿轮多孔成型法就是直接使用齿轮成型铣刀将齿谷铣出,优点是能在铣床上就能获得齿轮,在设备受限制的情况下考虑。缺点不少,为了减少刀具的数量而将齿数分段,在一段齿数内用一把刀,从而齿型会带来系统误差。展成法是利用刀具和齿轮形成展成运动,来加工齿轮。主要有滚齿和插齿,滚齿是模拟蜗杆齿轮啮合来加工的。插齿是用模拟两个齿轮啮合来加工的。滚齿用的多,因为滚齿的滚刀的齿形是直线的,方便加工,而插齿的刀具就是一个铲背了的齿轮,齿形是渐开线,加工起来没这方便。但插齿能用在一些滚齿不能加工的位置上,如内齿和退刀距离过短的双联或多连齿轮。在齿轮的精加工有剃齿和磨齿。

精密齿轮齿条齿轮多孔价格齿轮之间的接触面积很小,基本是线接触,而在运动过程中既有滚动摩擦,又有滑动摩擦,这样,齿轮油的工作条件就与其他润滑油有很大差别。由于齿轮间接触面积小,所以其承受的压力很大。一些载重机械的减速器齿轮的齿面压力达400—1 000 MPa,汽车传动装置中双曲线齿轮的使用条件更为苛刻,负荷更重,其接触部位的压力可高达1000—4 000 MPa,在如此高的压力下,润滑油极易从齿间被挤压出来,容易引起齿面的擦伤和磨损。为此,齿轮油要具有在高负荷下使齿面处于边界润滑和弹性流体动力润滑状态的性能。适宜的黏度是齿轮油的主要质量指标。黏度大其耐负荷能力大,但黏度过大也会给循环润滑带来困难,增加齿轮的运动阻力,以致发热而造成动力损失。苏州齿条齿轮多孔因而,黏度要合适,特别是加有极压抗磨剂的油,其耐负荷性能主要靠极压抗磨剂,这类油黏度不能过高。要有良好的热氧化安定性,良好的抗磨损、耐负荷性能,良好的抗泡沫性能,良好的抗乳化性能,良好的防锈、防腐性,良好的抗剪切安定性。此外,还有其他性能要求,如良好的低温流动性、与密封材料的适应性、储存安定性、开式齿轮油还要求有黏附性等。

苏州精密齿轮齿条齿轮多孔19世纪末,展成切齿法的原理及利用此原理切齿的专用机床与刀具的相继出现,使齿轮加工具备较完备的手段后,渐开线齿形更显示出巨大的优越性。切齿时只要将切齿工具从正常的啮合位置稍加移动,就能用标准刀具在机床上切出相应的变位齿轮。1908年,瑞士MAAG研究了变位方法并制造出展成加工插齿机,后来,英国BSS、美国AGMA、德国DIN相继对齿轮变位提出了多种计算方法。精密齿轮齿条齿轮多孔为了提高动力传动齿轮的使用寿命并减小其尺寸,除从材料,热处理及结构等方面改进外,圆弧齿形的齿轮获得了发展。1907年,英国人FRANK HUMPHRIS最早发表了圆弧齿形。1926年,瑞土人ERUEST WILDHABER取得法面圆弧齿形斜齿轮的zhuanli权。1955年,苏联的M.L.NOVIKOV完成了圆弧齿形齿轮的实用研究并获得列宁勋章。1970年,英国ROLH—ROYCE公司工程师R.M.STUDER取得了双圆弧齿轮的美国zhuanli。这种齿轮现已日益为人们所重视,在生产中发挥了显著效益。齿轮是能互相啮合的有齿的机械零件,它在机械传动及整个机械领域中的应用极其广泛。现代齿轮技术已达到:齿轮模数0.004~100毫米;齿轮直径由1毫米~150米;传递功率可达上十万千瓦;转速可达几十万转/分;最高的圆周速度达300米/秒。


| 135-6446-6199 | 1989071631@qq.com | 上海市嘉定区博学路1288号 |