
全国免费服务热线
135-6446-6199
186-1619-6035

全国免费服务热线
135-6446-6199
186-1619-6035

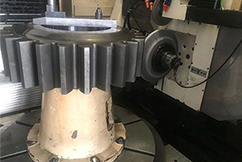
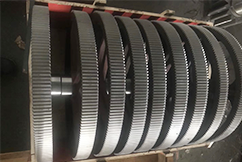
生产减速机专用齿轮价格螺旋齿轮齿面结构复杂,其加工精度及啮合质量的控制一直是齿轮制造技术中的难题。螺旋齿轮是机械传动系统的主要零件之一,其齿面精度和啮合质量是保证机械产品效率、噪声、传动精度和使用寿命等综合性能的关键。由于螺旋齿轮的几何特性、啮合过程及其切齿机床结构,使其加丁调整最为复杂,同时加工刀具、机床参数设置、加载变形及装配误差等都会引起其啮合、承载及振动性能的改变,使得螺旋齿轮在设计和制造中的质量控制极其困难。生产减速机专用齿轮而其特殊的用途与优异的啮合性能对齿面几何精度和啮合质量要求十分苛刻,因此,改善螺旋齿轮齿面加工精度及啮合质量一直是各国专家学者广泛关注和研究的对象,并成为齿轮制造的关键技术和终极目标。螺旋齿轮齿面加工技术与成形理论及其加工机床的发展密切相关,随着机床制造技术的不断提高、成形理论的不断完善,螺旋齿轮的加工质量也在不断提高。总体来看,目前螺旋齿轮加工机床发展与齿面加工技术大体分为两个阶段:传统机械铣齿机床及其加工技术、现代数控铣齿机床及其加工技术。传统机械铣齿机床结构复杂,传动链长且异常复杂,从而使得传动误差增大,在一定程度上降低了机床精度,导致齿轮加丁质量稳定性差,另外,传统机械铣齿机床的加工调整复杂,尤其是在加工批量小、参数不同的轮坯时,需要对机床上的刀位、轮位及各种挂轮装置等进行多次调整,这样才能获得较好的接触区,并且它对操作人员要求高,加工周期较长。齿轮滚刀是一个螺旋角较大而螺纹头数一般为1~3个齿,齿很长,并能绕滚刀分度圆柱多圈的螺旋齿轮。加工斜齿轮时,随着滚刀沿工件的轴向进给,工件还应附加一个与斜齿轮的螺旋角相匹配的旋转速度。
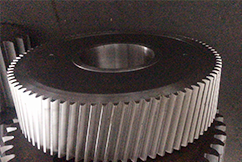
生产减速机专用齿轮价格随着生产的发展,齿轮运转的平稳性受到重视。1674年丹麦天文学家罗默首次提出用外摆线作齿廓曲线,以得到运转平稳的齿轮。18世纪工业革命时期,齿轮技术得到高速发展,人们对齿轮进行了大量的研究。1733年法国数学家卡米发表了齿廓啮合基本定律;1765年瑞士数学家欧拉建议采用渐开线作齿廓曲线。19世纪出现的滚齿机和插齿机,解决了大量生产高精度齿轮的问题。1900年,普福特为滚齿机装上差动装置,能在滚齿机上加工出斜齿轮,从此滚齿机滚切齿轮得到普及,展成法加工齿轮占了压倒优势,渐开线齿轮成为应用最广的齿轮。1899年,拉舍最先实施了变位齿轮的方案。生产减速机专用齿轮变位齿轮不仅能避免轮齿根切,还可以凑配中心距和提高齿轮的承载能力。1923年美国怀尔德哈伯最先提出圆弧齿廓的齿轮,1955年苏诺维科夫对圆弧齿轮进行了深入的研究,圆弧齿轮遂得以应用于生产。这种齿轮的承载能力和效率都较高,但尚不及渐开线齿轮那样易于制造,还有待进一步改进。
生产减速机专用齿轮价格齿轮减速箱噪声产生主要是由于旋转齿轮的冲击和角速度不均匀造成振动而引起的,包括由于齿轮节距误差和齿形偏差及由于齿轮和齿轮轴受载变形等原因使得齿轮在啮入和啮出的瞬间发生撞击。其次由于偏心、齿轮不平衡及在接触表面产生滚动和滑动摩擦等因素对噪声的产生亦有影响。生产减速机专用齿轮齿轮噪声源有以下几个方面:1、齿轮节距和齿形的误差造成撞击,其撞击次数与齿轮的啮合次数相等,是啮合基本频率故又称基频噪声。2、对于斜齿轮减速机由于周期性传动误差引起齿面波纹误差,其噪声频率与齿轮加工机床工作台传动蜗轮齿数有关,与齿轮本身齿数无关,这是透平齿轮产生噪声主要根源之一。3、偏心,节距累积和节距突变等误差所产生频率为转速或其倍率的噪声,这是一种低频噪声。4、一些无规则的齿距误差将产生随同齿轮转速和齿轮与箱体共振特性有关的变化噪声。5、齿面光洁度的误差产生一种连续性高频的频谱,如果它与某些结构部件发生共振,那也应予以重视。

生产减速机专用齿轮价格进行简易诊断的目的是迅速判断齿轮是否处于正常工作状态,对处于异常工作状态的齿轮进一步进行精密诊断分析或采取其他措施。当然,在许多情况下,根据对振动的简单分析,也可诊断出一些明显的故障。价格减速机专用齿轮齿轮的简易诊断包括噪声诊断法、振平诊断法以及冲击脉冲(SPM)诊断法等,最常用的是振平诊断法。振平诊断法是利用齿轮的振动强度来判别齿轮是否处于正常工作状态的诊断方法。根据判定指标和标准不同,又可以分为绝对值判定法和相对值判定法。

张家港减速机专用齿轮价格齿轮减速箱的齿轮箱的轴承固定形式有两种:一种是靠箱盖来压住轴瓦,在加工齿轮箱轴承孔时,需将箱盖和箱座合装在一起镗孔。但是这样做使镗孔进行测量工作较为麻烦,且由于箱盖要承担齿轮产生的负载,在固定轴瓦部位要坚固,要求箱壁较厚,而箱盖其他部位只起罩壳作用。这样设计势将整个箱盖形状变得复杂,厚薄也不均匀,给箱盖制作带来不便。减速机专用齿轮价格另一种是采用轴承盖单独固定轴瓦,用较薄厚度的箱盖作为密封罩壳,同时对轴承底座也采取活络底结构,并将轴承底座和轴承盖固定一体,再固定到箱座上,采用调整垫片进行轴瓦中心位置调整。这样可按需要任意调整齿轮中心,因此降低了对镗孔平行度和倾斜度的苛刻要求,同时在运行之后,由于箱体变形使轴心线座标偏差可以较方便进行再调整,这种结构已被那种具有多轴承齿轮箱所采用。

减速机专用齿轮价格随着国外先进车型的引进,各种齿轮钢的国产化使我国的齿轮钢水平上了一个新台阶。德国的Cr-Mn钢,日本的Cr-Mo系钢,和美国的SAE86钢满足了中小模数齿轮用钢。国产载货汽车齿轮有的采用美国牌号SAE8822H钢,如8t和10t桥用圆锥齿轮采用SAE8822H,该钢的主要化学成分(质量分数,%)为0.19~0.25C,0.70~1.05Mn,0.15~0.35Si,0.35~0.75Ni,0.35~0.65Cr,0.30~0.40Mo。文献认为,控制淬透性是解决齿轮畸变问题的关键。为减少畸变应选用Jominy淬透性带宽在4HRC以下的H钢。采用H钢的齿轮热处理后精度(接触区)比普通钢高70%~80%,使用寿命延长。因此,工业发达国家先后规定了渗碳合金结构钢的淬透性带。生产减速机专用齿轮根据需要将淬透性带限制在很窄的范围(4~5HRC)。1)在德国订货时,可以要求钢材的淬透性能在给定的范围内,也可以要求缩窄淬透性能的钢材。17CrNiM06非常适合制造大模数重负荷汽车齿轮,该钢主要化学成分(质量分数,%)为0.15~0.20C,0.40~0.60Mn,1.50~1.80Cr,0.25~0.35Mo,1.40~1.70Ni。此钢在我国已开始生产和使用。文献认为,在17CrNiM06钢齿轮渗碳过程中,在适当降低渗碳后期碳势的同时加快渗碳后的冷却速度,由空冷改为风冷,阻止大块碳化物的形成,然后在630cC进行高温回火,以析出部分合金碳化物,为的是在820℃二次加热淬火时减少残留奥氏体量,最终获得较好的金相组织。2)奥地利"Styer"重型汽车厂要求淬透性带宽为7HRC。3)日本中重型货车,如“日野”牌KB222型载重9t汽车和“日产”牌CKL20DD型载货8t汽车的变速器齿轮及后桥齿轮广泛采用Cr-Mo系钢,如SCM420H和SCM822H钢,相当于我国国产化20CrMnMoH和22CrMoH钢。


| 135-6446-6199 | 1989071631@qq.com | 上海市嘉定区博学路1288号 |