
全国免费服务热线
135-6446-6199
186-1619-6035

全国免费服务热线
135-6446-6199
186-1619-6035

南通齿轮价格1.工作前应首先检查机床各部手柄所在的位置是否正确。检查手摇冲程及分齿、滚动挂轮是否正常,开车后须空转几分钟,然后进行磨削。2.在磨削时不准调整变速拉杆的限位器。需要挪动时,应待分齿完了以后,把起动手柄扳回空位再进行。精密齿轮齿轮在磨削中,禁止扳动冲程变速手柄和粗精磨分挡机构,防止损坏砂轮造成事故。3.换新砂轮时,应遵守磨工一般安全规程,要检查砂轮有无裂痕、轴齿有无破损。把砂轮引向工件时,要缓慢接触,以免砂轮受力过大而碎裂伤人。4.手摇丝杠时必须扳掉拉杆限位器和快速阀。发现磨头电机皮带松脱时,应立即停车调整。5.工作时不准摘下防护拦板,禁止用手摸工件,不准在工作盘内放置任何杂物。6.冲程电机升降时,要由低到高逐级提高。扳动粗精磨分挡时,必须把工作台摇到不工作的位置上。

精密齿轮齿轮价格齿轮之间的接触面积很小,基本是线接触,而在运动过程中既有滚动摩擦,又有滑动摩擦,这样,齿轮油的工作条件就与其他润滑油有很大差别。由于齿轮间接触面积小,所以其承受的压力很大。一些载重机械的减速器齿轮的齿面压力达400—1 000 MPa,汽车传动装置中双曲线齿轮的使用条件更为苛刻,负荷更重,其接触部位的压力可高达1000—4 000 MPa,在如此高的压力下,润滑油极易从齿间被挤压出来,容易引起齿面的擦伤和磨损。为此,齿轮油要具有在高负荷下使齿面处于边界润滑和弹性流体动力润滑状态的性能。适宜的黏度是齿轮油的主要质量指标。黏度大其耐负荷能力大,但黏度过大也会给循环润滑带来困难,增加齿轮的运动阻力,以致发热而造成动力损失。南通齿轮因而,黏度要合适,特别是加有极压抗磨剂的油,其耐负荷性能主要靠极压抗磨剂,这类油黏度不能过高。要有良好的热氧化安定性,良好的抗磨损、耐负荷性能,良好的抗泡沫性能,良好的抗乳化性能,良好的防锈、防腐性,良好的抗剪切安定性。此外,还有其他性能要求,如良好的低温流动性、与密封材料的适应性、储存安定性、开式齿轮油还要求有黏附性等。
南通齿轮价格同轴式:同轴式微型斜齿轮减速电机结构紧凑,体积小,造型美观,承受过载能力强等特点,传动比分级精细,选择范围广,能耗低,性能优越,减速器效率高达百分之九十六,振动小,噪音低等。齿轮价格微型齿轮减速电机通用性强,使用维护方便,维护成本低,而且新型的减速电机产品此阿勇新型的密封装置,保护性能好,对环境的适应性强,可再一些腐蚀、潮湿等恶劣环境中连续工作。两级圆柱式:两级的圆柱齿轮减速电机产品有高速级分流和低速级分流,高速级齿轮减速电机分流时性能较好,低速轴上的齿轮相对于轴承为对称布置,齿向载荷分布均匀。齿轮减速电机的同轴式安装方式的径向尺寸紧凑,但轴向尺寸较大,同时由于中间轴较长,轴在受载时绕曲较大,因而沿齿宽上的载荷集中现象较严重。

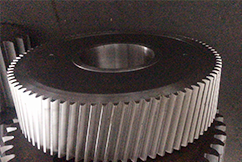
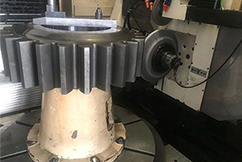
齿轮价格(1)滚齿机滚齿:可以加工8模数以下的斜齿 (2)铣床铣齿:可以加工直齿条 (3)插床插齿:可以加工内齿 (4)冷打机打齿:可以无屑加工 (5)刨齿机刨齿:可以加工16模数大齿轮 (6)精密铸齿:可以大批量加工廉价小齿轮 (7)磨齿机磨齿:可以加工精密母机上的齿轮 (8)压铸机铸齿:多数加工有色金属齿轮 (9)剃齿机:是一种齿轮精加工用的金属切削 齿轮加工方法包括成型法和展成法。精密齿轮齿轮成型法就是直接使用齿轮成型铣刀将齿谷铣出,优点是能在铣床上就能获得齿轮,在设备受限制的情况下考虑。缺点不少,为了减少刀具的数量而将齿数分段,在一段齿数内用一把刀,从而齿型会带来系统误差。展成法是利用刀具和齿轮形成展成运动,来加工齿轮。主要有滚齿和插齿,滚齿是模拟蜗杆齿轮啮合来加工的。插齿是用模拟两个齿轮啮合来加工的。滚齿用的多,因为滚齿的滚刀的齿形是直线的,方便加工,而插齿的刀具就是一个铲背了的齿轮,齿形是渐开线,加工起来没这方便。但插齿能用在一些滚齿不能加工的位置上,如内齿和退刀距离过短的双联或多连齿轮。在齿轮的精加工有剃齿和磨齿。


| 135-6446-6199 | 1989071631@qq.com | 上海市嘉定区博学路1288号 |