
全国免费服务热线
135-6446-6199
186-1619-6035

全国免费服务热线
135-6446-6199
186-1619-6035


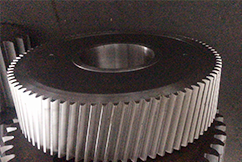
上海精密磨齿齿轮微型齿轮减速电机广泛应用于钢铁冶金、环保水处理、起重运输、物料搬运、轻工、医疗、港口、机场、汽车生产、电力等各行各业。精密磨齿齿轮定制使用的优点是简化设计、节省空间、延长使用寿命、降低噪音、提高扭矩和负载能力。减速电机的电机接线盒经过一定设计改造,可以直接连接变频器,适用于分布式控制应用,不仅可以完成简单驱动,还能够实现复杂定位控制。

精密磨齿齿轮定制在化纤、造粒、塑料薄膜、片材、板材、型材、管材、电线电缆、拉丝、复合挤出等生产线上得到广泛应用,取得了比较好的效果:1.能实现稳定挤出,提高挤出制品尺寸精度,降低废品率。在挤出过程中,物料加料量的不均匀、机筒和机头温度的波动、螺杆转速的脉动等现象是难以避免的。精密磨齿齿轮定制使用熔体齿轮泵可消除加料系统的加料误差,可大幅度减弱上游工艺传递的波动,快速的进入稳定的工作状态,提高挤出制品尺寸精度,降低废品率。2.提高产量,降低能耗,实现低温挤出,延长机器的寿命。由于挤出机安装了聚合物熔体泵,把挤出机的减压功能转移到齿轮泵上完成,挤出机可在低压低温状态下工作,漏流量大大减少,产量提高。齿轮泵比挤出机更易有效地建立机头压力,并可降低挤出机的背压,使螺杆承受的轴向力下降,延长使用寿命。3.具有线性挤出特性,便于上、下游设备协调工作。由于齿轮泵漏流量较少,泵的输送能力与转速基本成线性关系,齿轮泵转速改变后,其流量能确切地知道,由于可以确定上、下游设备与齿轮泵同步的工作速度,利用齿轮泵入口、出口处采集的压力、温度等信息资料,实现整个挤出过程全程在线监测与反馈控制

上海精密磨齿齿轮正时齿轮的作用:它能在机械装置中对完成相关控制功能起到时间尺度定位作用。 正时齿轮是在机械装置中对完成相关控制功能起到时间尺度定位的齿轮。在内燃机内的进排气系统、在钟表内等对完成机械功能存在顺序关系的局部体系都引入了正时齿轮。正时齿轮的三种传动方式:链条传动、齿带传动、齿轮传动。生产精密磨齿齿轮轿车发动机的正、负齿轮均采用齿形皮带传动,这种传动方式具有结构简单、噪声小,运转平稳、传动精度高、同步性好等优点,但其强度较低,经长期使用后易老化、拉伸变形或断裂,不便观察其工作状况。 轿车发动机的正、负齿轮均采用齿形皮带传动,这种传动方式具有结构简单、噪声小,运转平稳、传动精度高、同步性好等优点,但其强度较低,经长期使用后易老化、拉伸变形或断裂,该齿形皮带在外罩内,呈封闭状态,不便观察其工作状况。

生产精密磨齿齿轮定制螺旋齿轮齿面结构复杂,其加工精度及啮合质量的控制一直是齿轮制造技术中的难题。螺旋齿轮是机械传动系统的主要零件之一,其齿面精度和啮合质量是保证机械产品效率、噪声、传动精度和使用寿命等综合性能的关键。由于螺旋齿轮的几何特性、啮合过程及其切齿机床结构,使其加丁调整最为复杂,同时加工刀具、机床参数设置、加载变形及装配误差等都会引起其啮合、承载及振动性能的改变,使得螺旋齿轮在设计和制造中的质量控制极其困难。生产精密磨齿齿轮而其特殊的用途与优异的啮合性能对齿面几何精度和啮合质量要求十分苛刻,因此,改善螺旋齿轮齿面加工精度及啮合质量一直是各国专家学者广泛关注和研究的对象,并成为齿轮制造的关键技术和终极目标。螺旋齿轮齿面加工技术与成形理论及其加工机床的发展密切相关,随着机床制造技术的不断提高、成形理论的不断完善,螺旋齿轮的加工质量也在不断提高。总体来看,目前螺旋齿轮加工机床发展与齿面加工技术大体分为两个阶段:传统机械铣齿机床及其加工技术、现代数控铣齿机床及其加工技术。传统机械铣齿机床结构复杂,传动链长且异常复杂,从而使得传动误差增大,在一定程度上降低了机床精度,导致齿轮加丁质量稳定性差,另外,传统机械铣齿机床的加工调整复杂,尤其是在加工批量小、参数不同的轮坯时,需要对机床上的刀位、轮位及各种挂轮装置等进行多次调整,这样才能获得较好的接触区,并且它对操作人员要求高,加工周期较长。齿轮滚刀是一个螺旋角较大而螺纹头数一般为1~3个齿,齿很长,并能绕滚刀分度圆柱多圈的螺旋齿轮。加工斜齿轮时,随着滚刀沿工件的轴向进给,工件还应附加一个与斜齿轮的螺旋角相匹配的旋转速度。
上海精密磨齿齿轮定制1.工作前应首先检查机床各部手柄所在的位置是否正确。检查手摇冲程及分齿、滚动挂轮是否正常,开车后须空转几分钟,然后进行磨削。2.在磨削时不准调整变速拉杆的限位器。需要挪动时,应待分齿完了以后,把起动手柄扳回空位再进行。生产精密磨齿齿轮在磨削中,禁止扳动冲程变速手柄和粗精磨分挡机构,防止损坏砂轮造成事故。3.换新砂轮时,应遵守磨工一般安全规程,要检查砂轮有无裂痕、轴齿有无破损。把砂轮引向工件时,要缓慢接触,以免砂轮受力过大而碎裂伤人。4.手摇丝杠时必须扳掉拉杆限位器和快速阀。发现磨头电机皮带松脱时,应立即停车调整。5.工作时不准摘下防护拦板,禁止用手摸工件,不准在工作盘内放置任何杂物。6.冲程电机升降时,要由低到高逐级提高。扳动粗精磨分挡时,必须把工作台摇到不工作的位置上。


| 135-6446-6199 | 1989071631@qq.com | 上海市嘉定区博学路1288号 |