
全国免费服务热线
135-6446-6199
186-1619-6035

全国免费服务热线
135-6446-6199
186-1619-6035


常熟性价比高精密齿轮厂家19世纪末,展成切齿法的原理及利用此原理切齿的专用机床与刀具的相继出现,使齿轮加工具备较完备的手段后,渐开线齿形更显示出巨大的优越性。切齿时只要将切齿工具从正常的啮合位置稍加移动,就能用标准刀具在机床上切出相应的变位齿轮。1908年,瑞士MAAG研究了变位方法并制造出展成加工插齿机,后来,英国BSS、美国AGMA、德国DIN相继对齿轮变位提出了多种计算方法。性价比高精密齿轮厂家为了提高动力传动齿轮的使用寿命并减小其尺寸,除从材料,热处理及结构等方面改进外,圆弧齿形的齿轮获得了发展。1907年,英国人FRANK HUMPHRIS最早发表了圆弧齿形。1926年,瑞土人ERUEST WILDHABER取得法面圆弧齿形斜齿轮的zhuanli权。1955年,苏联的M.L.NOVIKOV完成了圆弧齿形齿轮的实用研究并获得列宁勋章。1970年,英国ROLH—ROYCE公司工程师R.M.STUDER取得了双圆弧齿轮的美国zhuanli。这种齿轮现已日益为人们所重视,在生产中发挥了显著效益。齿轮是能互相啮合的有齿的机械零件,它在机械传动及整个机械领域中的应用极其广泛。现代齿轮技术已达到:齿轮模数0.004~100毫米;齿轮直径由1毫米~150米;传递功率可达上十万千瓦;转速可达几十万转/分;最高的圆周速度达300米/秒。

精密齿轮厂家公司在化纤、造粒、塑料薄膜、片材、板材、型材、管材、电线电缆、拉丝、复合挤出等生产线上得到广泛应用,取得了比较好的效果:1.能实现稳定挤出,提高挤出制品尺寸精度,降低废品率。在挤出过程中,物料加料量的不均匀、机筒和机头温度的波动、螺杆转速的脉动等现象是难以避免的。精密齿轮厂家公司使用熔体齿轮泵可消除加料系统的加料误差,可大幅度减弱上游工艺传递的波动,快速的进入稳定的工作状态,提高挤出制品尺寸精度,降低废品率。2.提高产量,降低能耗,实现低温挤出,延长机器的寿命。由于挤出机安装了聚合物熔体泵,把挤出机的减压功能转移到齿轮泵上完成,挤出机可在低压低温状态下工作,漏流量大大减少,产量提高。齿轮泵比挤出机更易有效地建立机头压力,并可降低挤出机的背压,使螺杆承受的轴向力下降,延长使用寿命。3.具有线性挤出特性,便于上、下游设备协调工作。由于齿轮泵漏流量较少,泵的输送能力与转速基本成线性关系,齿轮泵转速改变后,其流量能确切地知道,由于可以确定上、下游设备与齿轮泵同步的工作速度,利用齿轮泵入口、出口处采集的压力、温度等信息资料,实现整个挤出过程全程在线监测与反馈控制
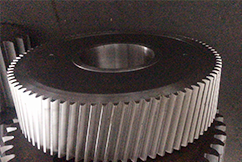
性价比高精密齿轮厂家公司螺旋齿轮齿面结构复杂,其加工精度及啮合质量的控制一直是齿轮制造技术中的难题。螺旋齿轮是机械传动系统的主要零件之一,其齿面精度和啮合质量是保证机械产品效率、噪声、传动精度和使用寿命等综合性能的关键。由于螺旋齿轮的几何特性、啮合过程及其切齿机床结构,使其加丁调整最为复杂,同时加工刀具、机床参数设置、加载变形及装配误差等都会引起其啮合、承载及振动性能的改变,使得螺旋齿轮在设计和制造中的质量控制极其困难。性价比高精密齿轮厂家而其特殊的用途与优异的啮合性能对齿面几何精度和啮合质量要求十分苛刻,因此,改善螺旋齿轮齿面加工精度及啮合质量一直是各国专家学者广泛关注和研究的对象,并成为齿轮制造的关键技术和终极目标。螺旋齿轮齿面加工技术与成形理论及其加工机床的发展密切相关,随着机床制造技术的不断提高、成形理论的不断完善,螺旋齿轮的加工质量也在不断提高。总体来看,目前螺旋齿轮加工机床发展与齿面加工技术大体分为两个阶段:传统机械铣齿机床及其加工技术、现代数控铣齿机床及其加工技术。传统机械铣齿机床结构复杂,传动链长且异常复杂,从而使得传动误差增大,在一定程度上降低了机床精度,导致齿轮加丁质量稳定性差,另外,传统机械铣齿机床的加工调整复杂,尤其是在加工批量小、参数不同的轮坯时,需要对机床上的刀位、轮位及各种挂轮装置等进行多次调整,这样才能获得较好的接触区,并且它对操作人员要求高,加工周期较长。齿轮滚刀是一个螺旋角较大而螺纹头数一般为1~3个齿,齿很长,并能绕滚刀分度圆柱多圈的螺旋齿轮。加工斜齿轮时,随着滚刀沿工件的轴向进给,工件还应附加一个与斜齿轮的螺旋角相匹配的旋转速度。

常熟性价比高精密齿轮厂家模塑对塑料齿轮有什么要求,有相互啮合的塑料齿轮用相同材科制成。精密齿轮厂家公司模塑对塑料齿轮有以下要求: 1)相互啮合的塑料齿轮用相同材科制成。 2)塑料齿轮尽量采用较大因角半径过渡, 截面突变。 3)驰与孔的配合采用过渡配合而不采用过盈配合。抽 与死朗固定方法如固1—16所示,其中图1—16a为袖与孔部分 平面配合,图1—16b为用两个定位销固定。 4)齿轮各部分的尺寸如图1—17所示,图中各尺寸关系 见公式(1—1)一公式(1—4)。 T1>3T (1—1) H1


| 135-6446-6199 | 1989071631@qq.com | 上海市嘉定区博学路1288号 |