
全国免费服务热线
135-6446-6199
186-1619-6035

全国免费服务热线
135-6446-6199
186-1619-6035

生产齿轮当角βb=0时,形成直齿圆柱齿轮的齿廓曲面。 8.9.2 斜齿圆柱齿轮的几何参数 斜齿圆柱齿轮的端面齿廓为准确的渐开线,法面齿廓为精确的渐开线,。常熟齿轮它的端面与法面参数不相同。 (1) 基圆柱面上的螺旋角与分度圆上的螺旋角 (2) 斜齿圆柱齿轮的法面模数mn与端面模数mt (3) 斜齿圆柱齿轮的法面压力角与端面压力角 (4) 斜齿轮的齿顶高系数与齿根高系数 (5) 基圆柱面上的螺旋角与分度圆上的螺旋角 (6) 斜齿圆柱齿轮传动的正确啮合条件 一对斜齿圆柱齿轮的模数、压力角与螺旋角之关系为 8.9.3 斜齿圆柱齿轮的当量齿轮 8.9.4 斜齿圆柱齿轮传动的重合度 B1B1表示轮齿脱离啮合的位置. 8.9.5 斜齿圆柱齿轮传动的特点 优点:1) 啮合特性好、2) 重合度大、3) 不产生根切的小齿数较直齿少。 缺点:工作时产生轴向力。 8.9.6 交错轴斜齿轮传动 当两个斜齿轮的法面模数相等,法面压力角相等,螺旋角不相等时,它们组成交错轴传动。它们的工作齿面为点接触。 (1) 中心距 a= (d1+d2) / 2 = mn(Z1 / cosβ1 +Z2 / cosβ2) / 2 (2) 传动比 i12=ω1/ω2=Z2 / Z1= (d2 / mt2 ) / (d1 / mt1)= d2cos β2 / mn2/(d1cos β1 / mn1) =d2 cos β2 / (d1 cos β1)
生产齿轮定制齿轮之间的接触面积很小,基本是线接触,而在运动过程中既有滚动摩擦,又有滑动摩擦,这样,齿轮油的工作条件就与其他润滑油有很大差别。由于齿轮间接触面积小,所以其承受的压力很大。一些载重机械的减速器齿轮的齿面压力达400—1 000 MPa,汽车传动装置中双曲线齿轮的使用条件更为苛刻,负荷更重,其接触部位的压力可高达1000—4 000 MPa,在如此高的压力下,润滑油极易从齿间被挤压出来,容易引起齿面的擦伤和磨损。为此,齿轮油要具有在高负荷下使齿面处于边界润滑和弹性流体动力润滑状态的性能。适宜的黏度是齿轮油的主要质量指标。黏度大其耐负荷能力大,但黏度过大也会给循环润滑带来困难,增加齿轮的运动阻力,以致发热而造成动力损失。常熟齿轮因而,黏度要合适,特别是加有极压抗磨剂的油,其耐负荷性能主要靠极压抗磨剂,这类油黏度不能过高。要有良好的热氧化安定性,良好的抗磨损、耐负荷性能,良好的抗泡沫性能,良好的抗乳化性能,良好的防锈、防腐性,良好的抗剪切安定性。此外,还有其他性能要求,如良好的低温流动性、与密封材料的适应性、储存安定性、开式齿轮油还要求有黏附性等。

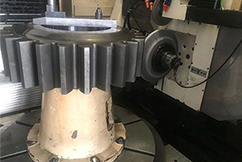
生产齿轮定制精密齿条淬火设备的工作特点有哪些,工艺流程又是什么?带着这些疑问,我们来看下面的介绍。 1、工作特点:采用纵向和横向复合磁场感应加热淬火;加热效率高,速度快,仅需6秒/件;淬硬层硬度分布均匀;耗电量小;齿面边缘与中间部位一致;齿根淬硬层可以精确控制;变形量小。2、工作原理:接通高频电源,电触头和感应器连成回路,感应器上方的试样成为被感应的加热体。生产齿轮这样工件表面不仅被纵向磁场加热,而且还被横向磁场加热,达到加热均匀的目的。更换不同的感应器,可以加热不同形状的工件表面。与传统的高频加热相比,工件表面加热电流更集中,密度更大,加热速度更快。用这种方法,加热工件表面的功率密度是传统感应加热的数倍,可以对工件表面实施高效率高质量热处理。 3、精密齿条淬火工艺:放在感应器上,气缸下降,压紧齿条,感应电极、齿条和感应器相连,感应器与齿条的距离可以根据需要进行调节。纵横向磁场复合产生的感生电流同时对齿面进行加热,加热速度非常快,控制加热时间,达到温度后,设备停止加热,自动向齿面喷淬火液,完成一次淬火过程。

常熟齿轮定制同轴式:同轴式微型斜齿轮减速电机结构紧凑,体积小,造型美观,承受过载能力强等特点,传动比分级精细,选择范围广,能耗低,性能优越,减速器效率高达百分之九十六,振动小,噪音低等。齿轮定制微型齿轮减速电机通用性强,使用维护方便,维护成本低,而且新型的减速电机产品此阿勇新型的密封装置,保护性能好,对环境的适应性强,可再一些腐蚀、潮湿等恶劣环境中连续工作。两级圆柱式:两级的圆柱齿轮减速电机产品有高速级分流和低速级分流,高速级齿轮减速电机分流时性能较好,低速轴上的齿轮相对于轴承为对称布置,齿向载荷分布均匀。齿轮减速电机的同轴式安装方式的径向尺寸紧凑,但轴向尺寸较大,同时由于中间轴较长,轴在受载时绕曲较大,因而沿齿宽上的载荷集中现象较严重。

常熟齿轮中低档的齿轮模具在国内大多都能生产,高端的齿轮模具多依靠进口。国内专门做齿轮模具的工厂不多,大都由齿轮厂自己做齿轮模具,齿轮厂往往设一个工段或一个车间来承担这项工作。这就致使国内的齿轮模具产业发展难上加难。相关专家表示,要想促使我国齿轮模具产业更好更快的发展,就必须从根本上解决依赖问题,努力提高专业技术,以便更好的服务于国内齿轮模具产业。随着齿轮行业竞争的不断加剧,大型齿轮企业间并购整合与资本运作日趋频繁,国内优秀的齿轮生产企业愈来愈重视对行业市场的研究,特别是对企业发展环境和客户需求趋势变化的深入研究。正因为如此,一大批国内优秀的齿轮品牌迅速崛起,逐渐成为齿轮行业中的翘楚!2011年,齿轮行业总体销售额达到1780亿元人民币,同比增长23%;进口额虽还远远高于出口额,但出口增速则明显强于进口。2012年齿轮行业发展可能呈现“前低后高、中速增长”的态势。2012年四季度出现的行业增长放缓的趋势将继续延续。常熟齿轮下半年,随着国家扩大内需政策的逐步到位,战略性新兴产业的发展以及国家“三基规划”的开始实施,必将提升现代装备制造业,从而带动整个齿轮行业新一轮的上升。预计齿轮行业销售收入将增长10%以上,出口增幅或将达15%。
生产齿轮定制珩磨轮是基体加磨料经化学合成制造的特殊成型齿轮,它利用其齿间的相对滑移速度和压力来进行珩齿的一种齿面精加工方法。用于淬硬齿轮的最终加工,可除去气化皮、毛刺,使齿面光洁度从▽5提高到▽8、▽10,改善齿轮表面粗糙度,降低齿轮噪音。珩磨轮和被珩齿轮在有齿侧面间隙下,进行珩齿,称单面啮合珩齿,一般用于消除齿轮局部高点及毛刺,改善表面粗糙度微量修正工件的珩前精度。齿轮定制珩磨轮除可在珩齿机进行珩齿外,在剃齿机及普通车床上稍加改装也能珩齿,转速与进刀量,应根据不同规格选定,一般中等模数的齿轮可采用200—500转/分,纵向进刀30—180mm/分。被珩齿轮的磨量应控制在0.02mm左右,珩磨时间越短越好。一般中等模数齿轮珩磨时间应在2分钟左右。在珩磨过程中,机床最大行程不得超过珩磨的最大宽度,以免损坏珩磨轮。珩磨轮材料性质较脆,使用时禁敲打,防止碰伤损坏,使用后应妥善保管。


| 135-6446-6199 | 1989071631@qq.com | 上海市嘉定区博学路1288号 |