
全国免费服务热线
135-6446-6199
186-1619-6035

全国免费服务热线
135-6446-6199
186-1619-6035


精密齿轮高精密齿轮厂家齿轮减速机是一种传动设备,其随着工作的时间越久从而就会加大其内部传动装置的磨损。那么应当从哪些方面来分析齿轮减速机内部传动装置的磨损问题呢?精密齿轮高精密齿轮厂家定制齿轮减速机中的齿轮装置(齿轮机架和减速机)内的损失包括以下三方面:1、齿间的滑动摩擦损失。2、轴承,滑动轴承和滚动轴承内的损失。3、喷溅和搅动润滑油的损失。齿轮减速机内的损失问题,要关系到齿轮传动装置内的摩擦损失,滚动和滑动轴承的摩擦损失,以及润滑油的消耗量和黏度问题。

精密齿轮高精密齿轮厂家定制螺旋齿轮齿面结构复杂,其加工精度及啮合质量的控制一直是齿轮制造技术中的难题。螺旋齿轮是机械传动系统的主要零件之一,其齿面精度和啮合质量是保证机械产品效率、噪声、传动精度和使用寿命等综合性能的关键。由于螺旋齿轮的几何特性、啮合过程及其切齿机床结构,使其加丁调整最为复杂,同时加工刀具、机床参数设置、加载变形及装配误差等都会引起其啮合、承载及振动性能的改变,使得螺旋齿轮在设计和制造中的质量控制极其困难。精密齿轮高精密齿轮厂家而其特殊的用途与优异的啮合性能对齿面几何精度和啮合质量要求十分苛刻,因此,改善螺旋齿轮齿面加工精度及啮合质量一直是各国专家学者广泛关注和研究的对象,并成为齿轮制造的关键技术和终极目标。螺旋齿轮齿面加工技术与成形理论及其加工机床的发展密切相关,随着机床制造技术的不断提高、成形理论的不断完善,螺旋齿轮的加工质量也在不断提高。总体来看,目前螺旋齿轮加工机床发展与齿面加工技术大体分为两个阶段:传统机械铣齿机床及其加工技术、现代数控铣齿机床及其加工技术。传统机械铣齿机床结构复杂,传动链长且异常复杂,从而使得传动误差增大,在一定程度上降低了机床精度,导致齿轮加丁质量稳定性差,另外,传统机械铣齿机床的加工调整复杂,尤其是在加工批量小、参数不同的轮坯时,需要对机床上的刀位、轮位及各种挂轮装置等进行多次调整,这样才能获得较好的接触区,并且它对操作人员要求高,加工周期较长。齿轮滚刀是一个螺旋角较大而螺纹头数一般为1~3个齿,齿很长,并能绕滚刀分度圆柱多圈的螺旋齿轮。加工斜齿轮时,随着滚刀沿工件的轴向进给,工件还应附加一个与斜齿轮的螺旋角相匹配的旋转速度。

精密齿轮高精密齿轮厂家定制随着生产的发展,齿轮运转的平稳性受到重视。1674年丹麦天文学家罗默首次提出用外摆线作齿廓曲线,以得到运转平稳的齿轮。18世纪工业革命时期,齿轮技术得到高速发展,人们对齿轮进行了大量的研究。1733年法国数学家卡米发表了齿廓啮合基本定律;1765年瑞士数学家欧拉建议采用渐开线作齿廓曲线。19世纪出现的滚齿机和插齿机,解决了大量生产高精度齿轮的问题。1900年,普福特为滚齿机装上差动装置,能在滚齿机上加工出斜齿轮,从此滚齿机滚切齿轮得到普及,展成法加工齿轮占了压倒优势,渐开线齿轮成为应用最广的齿轮。1899年,拉舍最先实施了变位齿轮的方案。精密齿轮高精密齿轮厂家变位齿轮不仅能避免轮齿根切,还可以凑配中心距和提高齿轮的承载能力。1923年美国怀尔德哈伯最先提出圆弧齿廓的齿轮,1955年苏诺维科夫对圆弧齿轮进行了深入的研究,圆弧齿轮遂得以应用于生产。这种齿轮的承载能力和效率都较高,但尚不及渐开线齿轮那样易于制造,还有待进一步改进。
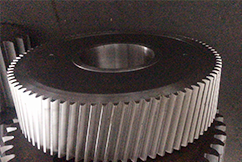
精密齿轮高精密齿轮厂家定制螺旋齿轮,是最常见的弧齿锥齿轮和准双曲面齿轮,在很多工业领域,特别是汽车工业获得了重要的应用。螺旋齿轮是机械传动系统的主要零件之一,其齿面结构复杂,切齿机床结构及其加工调整最为复杂,同时加工刀具、机床参数设置、加载变形及装配误差等都会引起其啮合、承载及振动性能的改变,使得螺旋齿轮在设计和制造中的质量控制极其困难。

精密齿轮高精密齿轮厂家定制珩磨轮是基体加磨料经化学合成制造的特殊成型齿轮,它利用其齿间的相对滑移速度和压力来进行珩齿的一种齿面精加工方法。用于淬硬齿轮的最终加工,可除去气化皮、毛刺,使齿面光洁度从▽5提高到▽8、▽10,改善齿轮表面粗糙度,降低齿轮噪音。珩磨轮和被珩齿轮在有齿侧面间隙下,进行珩齿,称单面啮合珩齿,一般用于消除齿轮局部高点及毛刺,改善表面粗糙度微量修正工件的珩前精度。高精密齿轮厂家定制珩磨轮除可在珩齿机进行珩齿外,在剃齿机及普通车床上稍加改装也能珩齿,转速与进刀量,应根据不同规格选定,一般中等模数的齿轮可采用200—500转/分,纵向进刀30—180mm/分。被珩齿轮的磨量应控制在0.02mm左右,珩磨时间越短越好。一般中等模数齿轮珩磨时间应在2分钟左右。在珩磨过程中,机床最大行程不得超过珩磨的最大宽度,以免损坏珩磨轮。珩磨轮材料性质较脆,使用时禁敲打,防止碰伤损坏,使用后应妥善保管。


| 135-6446-6199 | 1989071631@qq.com | 上海市嘉定区博学路1288号 |